

当你第一次看到环缝多层多道焊接的示意图时,可能会被那些纵横交错的焊缝所震撼。这项技术广泛应用于压力容器、管道、桥梁等关键结构件的制造中,其核心在于通过多层多道的焊接方式,形成均匀致密、强度极高的焊缝。与传统的单道焊接相比,环缝多层多道焊接在效率、质量和可靠性上都有显著提升。
想象在大型工业生产线上,机器人按照预设程序精确移动,焊枪在金属表面划出一道道均匀的焊痕,最终形成完美的环状焊缝。这就是环缝多层多道焊接的魅力所在——精度、效率与质量的完美结合。
任何一项精密工作,都始于周密的准备。环缝多层多道焊接也不例外。首先,你需要确保待焊接的金属板材表面清洁无锈蚀,任何微小的瑕疵都可能导致焊接缺陷。使用砂纸或钢丝刷清理表面,确保露出金属光泽。
接下来,是坡口的处理。环缝焊接通常采用V型或U型坡口,坡口的尺寸和角度直接影响焊缝的质量。你可以参考相关的焊接标准,根据板材厚度选择合适的坡口形式。例如,对于6毫米厚的钢板,V型坡口的角度通常在60-70度之间。
除了材料准备,焊接设备的选择同样重要。环缝多层多道焊接通常使用自动化焊接设备,包括焊机、送丝机构、变位机等。确保所有设备运行正常,焊丝干湿度适中,电流电压参数设置合理。
环缝多层多道焊接的核心在于多道焊接技巧的运用。当你开始焊接时,会发现第一道焊缝的质量至关重要。它不仅决定了焊缝的起点,还为后续焊道的焊接提供了基准。
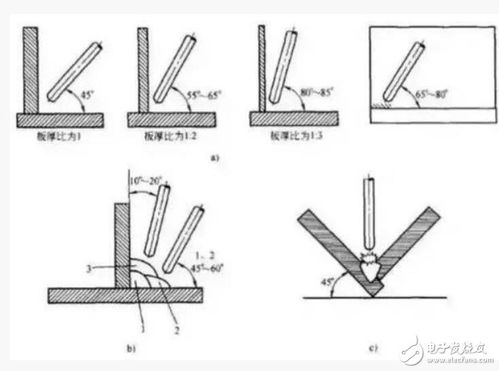
在焊接过程中,保持稳定的焊接速度是关键。过快或过慢都会影响焊缝的熔合质量。你可以通过练习,找到最适合你的焊接节奏。同时,保持焊枪与工件的角度一致,通常保持在70-80度左右,这样可以确保焊缝均匀熔合。
多道焊接的精髓在于道与道之间的重叠。理想的重叠比例是30%-50%,这样可以确保焊缝的连续性和致密性。你可以用记号笔在工件上标记出焊道的位置,帮助你保持焊接的规律性。
当单层焊接掌握后,你就可以挑战多层焊接了。多层焊接是环缝多层多道焊接的进阶阶段,它要求焊工不仅要有扎实的单道焊接基础,还要具备良好的空间感和协调能力。
在多层焊接中,每层焊缝的厚度需要控制在一定范围内,通常不超过3毫米。过厚的焊缝容易产生热裂纹和气孔等缺陷。你可以通过调整焊接电流和焊接速度来控制每层焊缝的厚度。
值得注意的是,在焊接过程中,要时刻关注焊缝的熔合情况。如果发现某处熔合不均,要及时调整焊接参数或采用补焊的方式。多层焊接的精髓在于层与层之间的完美过渡,只有这样才能形成均匀致密的焊缝。
环缝焊接与其他焊接方式相比,有其独特的挑战。首先是环缝的连续性要求高,一旦中断,就需要重新处理。这就要求焊工具备高度的专注力和稳定性。
其次是热变形的控制。环缝焊接过程中,热量集中,容易导致工件变形。你可以通过分段退焊的方式减少热变形,或者使用冷却系统对工件进行降温。
此外,环缝焊接的检测工作同样重要。每完成一道焊缝,都要进行外观检查和内部检测,确保焊缝质量。常用的检测方法包括目视检查、超声波检测和X射线检测等。
在实际操作中,你可能会遇到各种各样的问题。比如,焊缝出现气孔,这可能是由于保护气体不纯或焊接速度过快导致的。解决方法是更换新鲜的保护气体,并适当降低焊接速度。
又比如,焊缝出现咬边,这通常是由于焊接电流过大或焊枪角度不当造成的。你可以通过减小电流、调整焊枪角度来改善这一问题。
此外,环缝焊接过程中,焊工的疲劳也是一个不容忽视的问题。长时间保持固定姿势焊接,容易导致肌肉酸痛
_海角社区">
环缝多层多道焊接教程:手把手带你精通
你是否曾想象过,那些看似坚不可摧的金属结构,是如何通过精准的焊接工艺连接成型的?环缝多层多道焊接,这项技术听起来专业而复杂,但实际上,只要掌握正确的方法,你也可以成为这项技艺的实践者。今天,就让我们一起深入探索环缝多层多道焊接的世界,从基础到进阶,全方位解析这项精密工艺的奥秘。
当你第一次看到环缝多层多道焊接的示意图时,可能会被那些纵横交错的焊缝所震撼。这项技术广泛应用于压力容器、管道、桥梁等关键结构件的制造中,其核心在于通过多层多道的焊接方式,形成均匀致密、强度极高的焊缝。与传统的单道焊接相比,环缝多层多道焊接在效率、质量和可靠性上都有显著提升。
想象在大型工业生产线上,机器人按照预设程序精确移动,焊枪在金属表面划出一道道均匀的焊痕,最终形成完美的环状焊缝。这就是环缝多层多道焊接的魅力所在——精度、效率与质量的完美结合。
任何一项精密工作,都始于周密的准备。环缝多层多道焊接也不例外。首先,你需要确保待焊接的金属板材表面清洁无锈蚀,任何微小的瑕疵都可能导致焊接缺陷。使用砂纸或钢丝刷清理表面,确保露出金属光泽。
接下来,是坡口的处理。环缝焊接通常采用V型或U型坡口,坡口的尺寸和角度直接影响焊缝的质量。你可以参考相关的焊接标准,根据板材厚度选择合适的坡口形式。例如,对于6毫米厚的钢板,V型坡口的角度通常在60-70度之间。
除了材料准备,焊接设备的选择同样重要。环缝多层多道焊接通常使用自动化焊接设备,包括焊机、送丝机构、变位机等。确保所有设备运行正常,焊丝干湿度适中,电流电压参数设置合理。
环缝多层多道焊接的核心在于多道焊接技巧的运用。当你开始焊接时,会发现第一道焊缝的质量至关重要。它不仅决定了焊缝的起点,还为后续焊道的焊接提供了基准。
在焊接过程中,保持稳定的焊接速度是关键。过快或过慢都会影响焊缝的熔合质量。你可以通过练习,找到最适合你的焊接节奏。同时,保持焊枪与工件的角度一致,通常保持在70-80度左右,这样可以确保焊缝均匀熔合。
多道焊接的精髓在于道与道之间的重叠。理想的重叠比例是30%-50%,这样可以确保焊缝的连续性和致密性。你可以用记号笔在工件上标记出焊道的位置,帮助你保持焊接的规律性。
当单层焊接掌握后,你就可以挑战多层焊接了。多层焊接是环缝多层多道焊接的进阶阶段,它要求焊工不仅要有扎实的单道焊接基础,还要具备良好的空间感和协调能力。
在多层焊接中,每层焊缝的厚度需要控制在一定范围内,通常不超过3毫米。过厚的焊缝容易产生热裂纹和气孔等缺陷。你可以通过调整焊接电流和焊接速度来控制每层焊缝的厚度。
值得注意的是,在焊接过程中,要时刻关注焊缝的熔合情况。如果发现某处熔合不均,要及时调整焊接参数或采用补焊的方式。多层焊接的精髓在于层与层之间的完美过渡,只有这样才能形成均匀致密的焊缝。
环缝焊接与其他焊接方式相比,有其独特的挑战。首先是环缝的连续性要求高,一旦中断,就需要重新处理。这就要求焊工具备高度的专注力和稳定性。
其次是热变形的控制。环缝焊接过程中,热量集中,容易导致工件变形。你可以通过分段退焊的方式减少热变形,或者使用冷却系统对工件进行降温。
此外,环缝焊接的检测工作同样重要。每完成一道焊缝,都要进行外观检查和内部检测,确保焊缝质量。常用的检测方法包括目视检查、超声波检测和X射线检测等。
在实际操作中,你可能会遇到各种各样的问题。比如,焊缝出现气孔,这可能是由于保护气体不纯或焊接速度过快导致的。解决方法是更换新鲜的保护气体,并适当降低焊接速度。
又比如,焊缝出现咬边,这通常是由于焊接电流过大或焊枪角度不当造成的。你可以通过减小电流、调整焊枪角度来改善这一问题。
此外,环缝焊接过程中,焊工的疲劳也是一个不容忽视的问题。长时间保持固定姿势焊接,容易导致肌肉酸痛
联系我们
海角社区暗色版官网 - 夜间模式更适合沉浸刷内容 公司地址:太原市迎泽区新建南路106号太原服装鞋帽大厦6层605室扫一扫 更多精彩

扫一扫,加好友

咨询客服